信息来源:本站 | 发布日期: 2026-04-27 14:39:56 | 浏览量:15626
二、加热膨胀特性显著,简化复杂形状成型流程
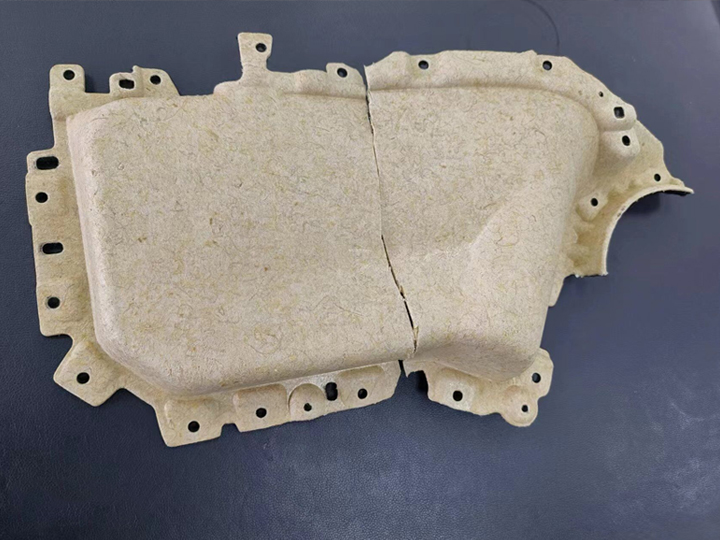
LWRT板材在加热至190-220℃时,厚度可膨胀至原板材的4倍以上,同时材料流动性增强。这一特性使其能够通过模压、注塑或热成型工艺,直接填充复杂模具型腔,无需多次加工或组装。例如,汽车底盘下护板、车顶内衬等部件,可通过模压或热成型工艺直接成型,简化生产流程,提高生产效率。
四、复合成型能力突出,拓展应用领域
LWRT板材可与金属、塑料等材料复合,进一步提升成型性能:目前公开可查的专业检测资料中,针对LWRT板材密度均匀性的专项检测标准信息存在缺失,以下结合通用复合材料检…
GMT是玻璃纤维增强热塑性复合材料,它和碳纤维复合材料、热固性玻璃钢、SMC片状模塑料这三种常见复合材料的核…
判断PP竹纤维板质量可从外观、气味、物理性能、燃烧特性、检测报告等方面综合评估,具体如下:观察外观:优质…
PET玻纤复合板耐候性相对较弱,长期暴露在紫外线、热和湿气环境下易发生老化、变色或龟裂,限制了其在户外长…
LWRT板材的环保性能确实突出,其环保特性主要体现在以下几个方面:一、无有害物质残留与挥发LWRT板材以玻璃纤…
GMT板材(玻璃纤维毡增强热塑性塑料)凭借其独特的材料特性,在耐化学腐蚀和环保可回收方面表现突出,具体分…