PP竹纤维板的易加工性是其核心优势之一,得益于聚丙烯(PP)的热塑性特性与竹纤维的天然结构。这种材料能够兼容多种加工工艺,满足从简单切割到复杂造型的多样化需求。以下从加工方式、工艺优化、加工难点及解决方案三个维度展开分析:
一、主要加工方式及特点
机械加工
切割:
使用普通木工锯、激光切割或水刀切割均可实现精准裁切,边缘光滑无毛刺。
竹纤维的韧性可减少切割时板材崩裂的风险,尤其适合异形切割(如弧形、波浪形)。
钻孔:
普通钻头即可完成钻孔,竹纤维的天然孔隙结构有助于排屑,避免钻头过热或卡滞。
适合安装螺丝、铰链等连接件,无需预处理。
雕刻/铣削:
CNC数控机床可实现复杂浮雕、凹槽加工,表面平整度高,适合定制化装饰需求。
热成型加工
热压成型:
将板材加热至PP熔点(约160-180℃)后,通过模具压制可制成弯曲、弧形等立体结构。
竹纤维的增强作用可防止加热时板材过度变形,保持结构稳定性。
真空吸塑:
适用于制作表面有纹理或凹凸造型的板材(如仿木纹、石纹),通过真空吸附使板材贴合模具。
连接与组装
卡扣连接:
板材边缘可设计榫卯结构或卡槽,实现无胶水快速组装,环保且可拆卸。
胶合/焊接:
使用热熔胶或PP专用胶水可实现无缝拼接,焊接则通过加热使板材边缘熔融粘合。
表面处理
印刷/喷涂:
表面可直接进行UV印刷、丝网印刷或喷漆,色彩附着力强,耐刮擦。
覆膜:
贴合PVC膜、木纹纸或金属膜,提升耐磨性与装饰性。
二、工艺优化方向:提升加工效率与质量
温度控制
热压成型:需严格控制加热温度与时间,避免竹纤维碳化(温度过高)或PP未充分熔融(温度过低)。
激光切割:调整功率与速度参数,防止边缘烧焦或熔融粘连。
刀具选择
切割硬质板材时,建议使用硬质合金刀具或涂层刀具,延长使用寿命并减少毛刺。
雕刻复杂图案时,采用小直径球头铣刀,提高细节精度。
模具设计
热压模具需预留竹纤维膨胀空间,防止冷却后板材收缩变形。
真空吸塑模具表面需光滑,避免划伤板材表面。
自动化集成
结合CNC加工中心与机器人手臂,实现切割、钻孔、雕刻一体化生产,缩短加工周期。
三、加工难点及解决方案
纤维团聚与分布不均
问题:竹纤维在PP基体中易团聚,导致局部强度不足或加工时断裂。
解决方案:
优化挤出工艺,采用双螺杆挤出机增强纤维分散性。
添加相容剂(如马来酸酐接枝PP)提升纤维与树脂的界面结合力。
热膨胀系数差异
问题:竹纤维与PP的热膨胀系数不同,加热后易产生内应力,导致变形或开裂。
解决方案:
控制加热速率与冷却速度,采用分段降温工艺。
在板材中添加玻璃纤维或纳米填料,调节热膨胀系数。
边缘毛刺与崩裂
问题:切割时竹纤维断裂不整齐,易产生毛刺。
解决方案:
使用负前角刀具减少切削力,或采用激光切割替代机械切割。
切割后进行砂光处理,提升边缘光滑度。
环保性与废料处理
问题:加工产生的边角料需回收利用,避免环境污染。
解决方案:
边角料可粉碎后重新挤出造粒,制成低强度要求的产品(如包装托盘)。
采用水性胶水或无溶剂胶水,减少挥发性有机物(VOC)排放。
四、应用案例:加工性驱动的场景拓展
定制家具
通过CNC雕刻实现个性化图案(如品牌LOGO、几何纹理),结合卡扣连接快速组装,缩短生产周期。
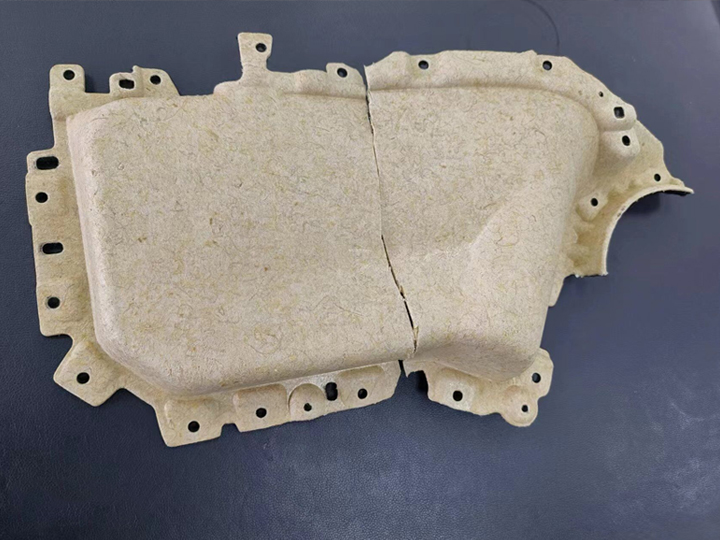
汽车内饰
热压成型制作仪表盘骨架,表面覆膜模拟皮革质感,替代传统金属件,减重30%以上。
建筑装饰
激光切割异形墙板,拼接后形成立体艺术效果,无需额外打磨处理。
总结:PP竹纤维板的易加工性源于其热塑性基体与天然纤维的协同作用,支持机械加工、热成型、表面处理等多种工艺。通过优化温度控制、刀具选择与模具设计,可进一步提升加工效率与产品质量。尽管存在纤维团聚、热膨胀差异等挑战,但通过材料改性与工艺创新,其加工性已能满足制造与个性化定制需求,成为传统材料的环保替代方案。