GMT板材的速度控制方法及注意事项如下:
一、速度控制方法
分段速度控制
高速预浸渍阶段:在熔体初步接触玻璃纤维毡时,采用较高速度(如1-1.5m/min),快速形成树脂薄膜包裹纤维,提升浸渍效率。
低速深度浸渍阶段:随后降低速度至0.3-0.8m/min,使熔体充分渗透纤维内部,减少孔隙率。例如,生产汽车保险杠时,低速阶段可确保纤维与树脂结合紧密,提升抗冲击性能。
与温度协同控制
高温阶段:当树脂粘度较低时(如PP基GMT板材在200℃时),可适当提高速度至1.2m/min,利用树脂流动性促进浸渍。
低温阶段:在树脂粘度较高时(如PBT基GMT板材在230℃以下),需降低速度至0.5m/min,避免因流动性不足导致浸渍不充分。
设备同步控制
挤出机与模头速度匹配:通过调节挤出机螺杆转速(如30-50rpm)和模头间隙(0.5-2mm),控制熔体流出速度,与纤维毡输送速度(0.5-2m/min)同步,防止熔体堆积或拉伸。
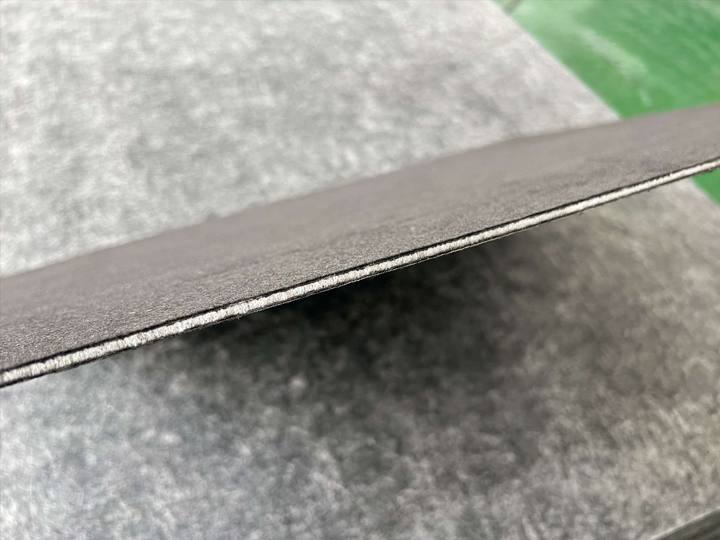
冷却辊速度控制:冷却辊速度需与浸渍速度一致,确保板材厚度均匀。例如,冷却辊速度为0.6m/min时,可避免因速度差异导致板材变形。
二、速度控制注意事项
避免速度波动
速度波动(如±5%以上)会导致板材厚度不均或纤维分布错乱。需采用伺服电机驱动系统,确保速度精度≤±2%,例如使用闭环控制系统实时调整速度。
纤维毡张力稳定
纤维毡输送张力需稳定(±0.5N/cm),避免因张力波动导致纤维拉伸或褶皱。例如,在生产汽车门板时,张力不稳定可能导致板材表面出现波浪纹,影响外观质量。
设备同步性
挤出机、浸渍模头、冷却辊等设备速度需通过PLC系统联动控制,确保各环节速度匹配。例如,若挤出机速度过快而冷却辊速度过慢,会导致熔体在冷却辊上堆积,形成厚度不均的板材。
工艺窗口验证
通过实验确定速度范围。例如,生产厚度为3mm的GMT板材时,速度控制在0.7m/min可获得浸渍效果,速度过快(如1m/min)会导致孔隙率增加,速度过慢(如0.4m/min)会降低生产效率。