LWRT板材的加热膨胀特性是其适应复杂形状的核心优势,具体表现为显著的厚度膨胀、可控的成型过程、无回弹的尺寸稳定性,结合其材料特性与工艺优化,能够高效满足精密制造需求。以下是对其加热膨胀特性的详细解析:
一、加热膨胀特性:厚度显著增加,适应复杂形状
LWRT板材在加热至190-220℃时,厚度可膨胀至原板材的4倍以上。这一特性源于其内部结构:
材料组成:以玻璃纤维和聚丙烯(PP)纤维为原料,通过开包、梳理、铺网、针刺、热压等工艺形成蓬松网状结构。
膨胀原理:加热时,PP纤维熔化,单根玻璃纤维恢复直线状态,形成直线网状结构,并通过PP连接,形成高强度复合板材。
应用场景:可成型厚度不均或形状较简单的制品,如汽车底盘下护板、车顶内衬等,通过模压或热成型工艺直接填充复杂模具型腔,简化生产流程。
二、成型过程可控性:参数优化确保质量稳定
LWRT板材的加热膨胀过程可通过工艺参数精准控制:
加热设备与温度:一般选用红外加热设备,烘箱设定温度需保证材料表面温度为190-220℃,确保材料完全膨胀且无降解。
加热时间:根据材料克重设置,通常为80-180秒。例如,800g/m2的板材需加热约120秒,1200g/m2的板材需加热约150秒。
模具压力与保压时间:模具压力为0.2-0.3MPa,保压时间40-60秒,确保材料充分填充模具并保持形状稳定。
操作速度:成型过程中需快速操作,避免材料过度冷却导致流动性下降,影响成型精度。
三、尺寸稳定性:冷却后无回弹,精度可靠
LWRT板材在加热膨胀后冷却固化,内部纤维与树脂基体形成稳定结构,无回弹现象,尺寸稳定性优异:
精密制造要求:可满足汽车零部件(如车门饰板、行李箱盖)对尺寸精度的严格要求,成型精度可控制在±0.1mm以内。
长期稳定性:在复杂形状制品中,如弧形车顶内衬或双曲面幕墙装饰板,冷却后尺寸变化率小于0.5%,确保长期使用不变形。
对比优势:与传统GMT材料相比,LWRT板材的尺寸稳定性更优,避免了因材料弹性导致的尺寸偏差,提高产品合格率。
四、材料特性与工艺优化:提升成型性能
LWRT板材的加热膨胀特性与其材料特性及工艺优化密切相关:
材料特性:
轻质高强:密度低于传统GMT材料,但拉伸强度、弯曲强度和抗冲击性能显著优于麻纤维板、木粉板及聚氨酯材料。
隔热吸声:蓬松网状结构提供优良隔热性能,同时吸收噪音,提升车内NVH表现。
环保阻燃:无苯、醛、酚等有害物质残留,燃烧速度低于30mm/min,远超GB8410-1994标准。
工艺优化:
模具设计:采用高强度钢或铝合金制造模具,表面镀铬或氮化处理,提高耐磨性和脱模性能。
流道优化:通过CAE仿真技术优化流道设计,确保材料均匀填充,减少应力集中。
冷却系统:合理布局冷却水路,提高热交换效率,加快生产节拍。
五、应用案例:复杂形状制品的典型实践
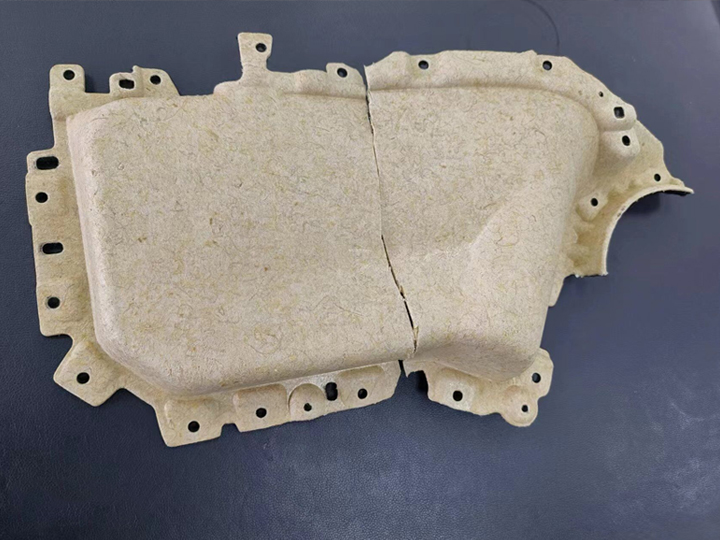
汽车底盘下护板:
材料选择:采用PP-LGF55板材(55%玻纤含量,发泡厚度4mm以下),在满足轻量化需求的同时,提供足够的强度和吸音性能。
成型工艺:将LWRT板材加热至200℃,膨胀后放入模具压制成型,然后冲切边孔,形成最终产品。
性能优势:相比传统PP材料,降重30%-50%,且吸音性能提升20%以上。
建筑幕墙装饰板:
形状设计:通过热成型工艺制成波浪形或弧形结构,提升建筑外观的艺术性。
性能保障:成型后尺寸稳定性高,无回弹,确保长期使用不变形。
汽车车顶内衬:
成型过程:加热膨胀后直接模压成型,与车顶弧度贴合,同时隔热吸声。
精度控制:尺寸精度控制在±0.05mm以内,满足汽车装配要求。