信息来源:本站 | 发布日期: 2024-07-09 13:29:21 | 浏览量:128016
混料:将聚丙烯与添加剂按照一定的配比进行均匀混合,以确保在后续工艺中能够形成稳定且性能优良的材料体系。同时,将玻璃纤维也进行均匀混合,为与聚丙烯的结合做好准备。
二、原料制备
搅拌混合:将混合后的聚丙烯、添加剂与玻璃纤维按照配比放入搅拌釜中进行均匀混合。这一步骤的目的是使各种原料充分融合,形成均匀一致的水基泡沫或类似材料,为后续成型提供良好的基础。
三、成型工艺
铺装成型:将制备好的原料通过特定的设备铺装在模具中,形成初步的板材形状。这一步骤需要严格控制原料的铺装厚度和均匀性,以确保板材的平整度和尺寸精度。
加热固化:采用红外加热设备等加热设备对铺装好的原料进行加热固化。烘箱的设定温度应保证材料表面的温度在190~220℃之间,加热时间为80~180秒,以确保材料完全膨胀开并达到所需的固化程度。同时,需要避免材料发生降解或过度热变形。
模具压制:在加热固化的过程中或之后,对板材施加一定的模具压力(通常为0.2~0.3MPa),并保持一定的保压时间(40~60秒)。这一步骤有助于增强板材的致密性和机械性能。
四、后续处理
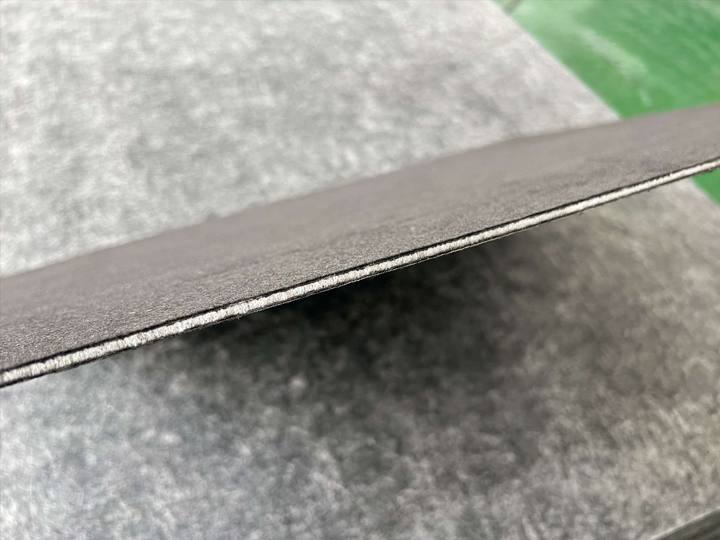
辊压成型:经过加热固化和模具压制后,对板材进行辊压成型处理,以进一步改善其表面平整度和尺寸精度。
五、质量控制
在整个生产过程中,需要严格控制各个环节的工艺参数和质量指标,以确保最终产品的性能和质量符合标准要求。同时,还需要进行必要的质量检测和测试工作,如机械性能测试、耐热性测试、耐腐蚀性测试等,以全面评估板材的性能和质量。目前公开可查的专业检测资料中,针对LWRT板材密度均匀性的专项检测标准信息存在缺失,以下结合通用复合材料检…
GMT是玻璃纤维增强热塑性复合材料,它和碳纤维复合材料、热固性玻璃钢、SMC片状模塑料这三种常见复合材料的核…
判断PP竹纤维板质量可从外观、气味、物理性能、燃烧特性、检测报告等方面综合评估,具体如下:观察外观:优质…
PET玻纤复合板耐候性相对较弱,长期暴露在紫外线、热和湿气环境下易发生老化、变色或龟裂,限制了其在户外长…
LWRT板材的环保性能确实突出,其环保特性主要体现在以下几个方面:一、无有害物质残留与挥发LWRT板材以玻璃纤…
GMT板材(玻璃纤维毡增强热塑性塑料)凭借其独特的材料特性,在耐化学腐蚀和环保可回收方面表现突出,具体分…